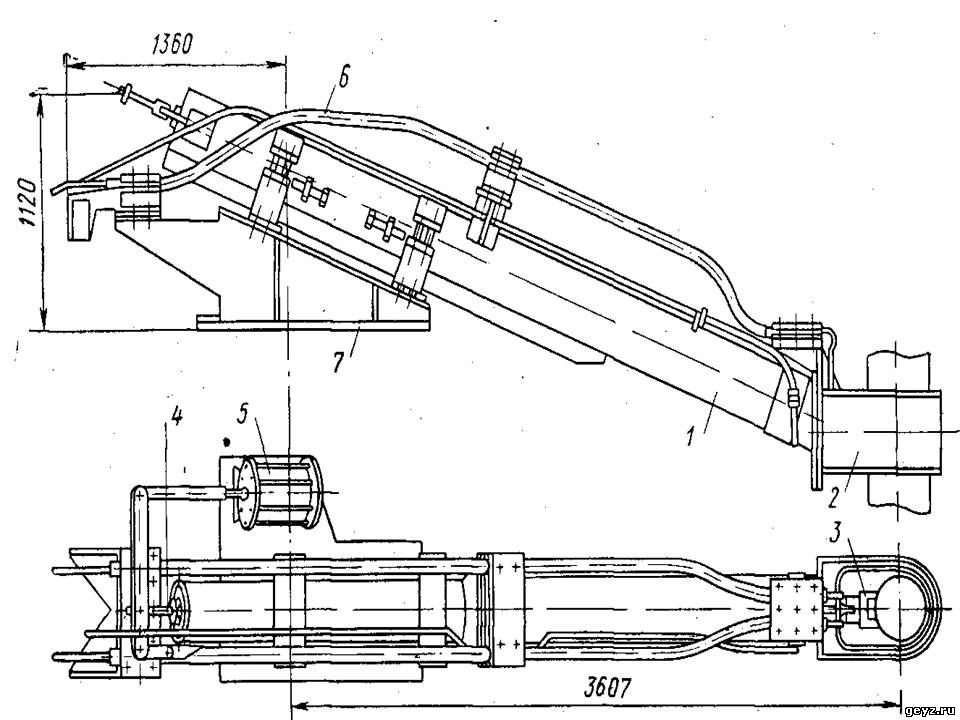
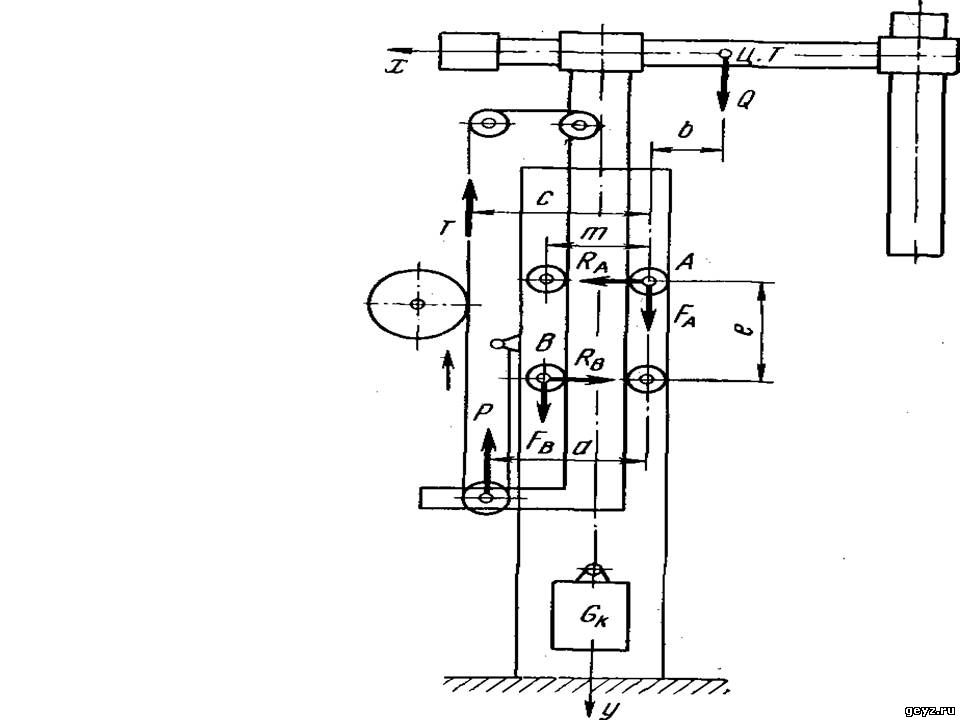
Электрододержатели. Конструкции электрододержателей рафинировочных печей аналогичны конструкциям дуговых сталеплавильных печей (см. рис. 65). В последнее время на Челябинском электрометаллургическом комбинате для сокращения длины рабочего конца электрода сконструирован наклонный рукав электрододержателя (рис. 112). Это уменьшило число поломок электрода, а значит и их расход. Механизмы перемещения электродов рафинировочных печей по своему конструктивному исполнению аналогичны механизмам перемещения электродов дуговых сталеплавильных печей (см. рис. 67). При конструировании механизмов перемещения электродов необходимо составить расчетную схему для определения усилий на приводном звене механизма и рассчитать мощность электродвигателя. На рис, 113 показана расчетная схема наиболее распространенного механизма перемещения электродов рафинировочных ферросплавных электропечей.
РИС. 113. Расчетная схема механизма перемещения электрода с канатной передачей
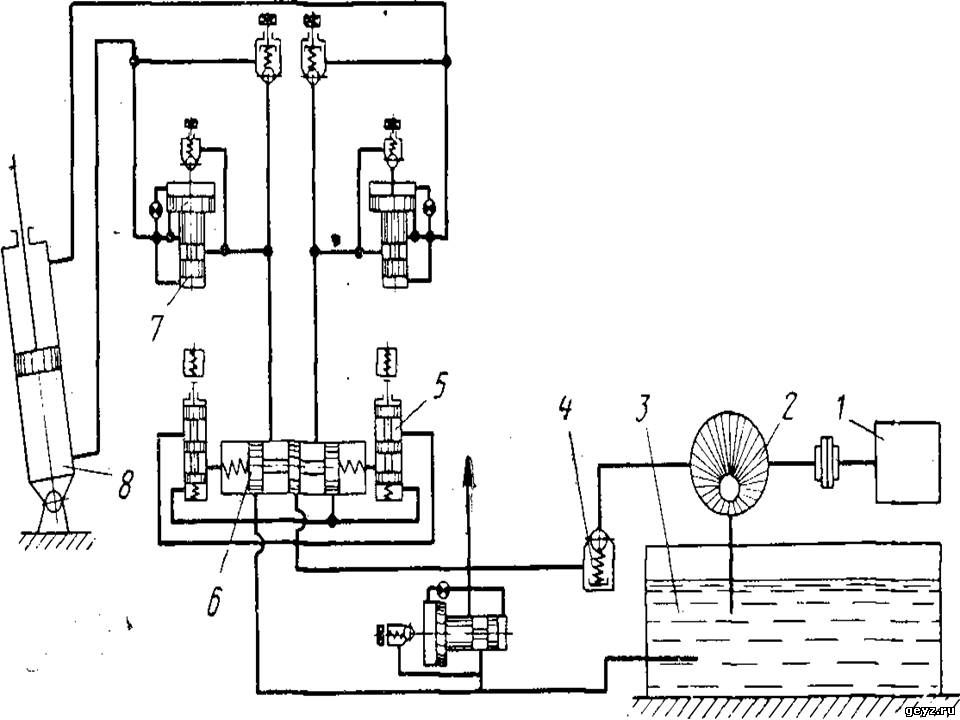
Механизм наклона рафинировочной ферросплавной печи конструктивно выполняют аналогично механизму наклона дуговой сталеплавильной печи. На новых ферросплавных рафинировочных печах применяют в основном механизмы наклона печи с гидравлическим приводом. РИС. 114. Схема гидропривода наклона ферросплавной рафинировочной печи СКВ-6009: 1 — электродвигатель; 2 — поршневой насос; 3 — маслобак; 4 — обратный клапан; 5 — гидравлический золотник; 6 — реверсивный золотник; 7 — дроссель; 8 — рабочий гидроцилиндр
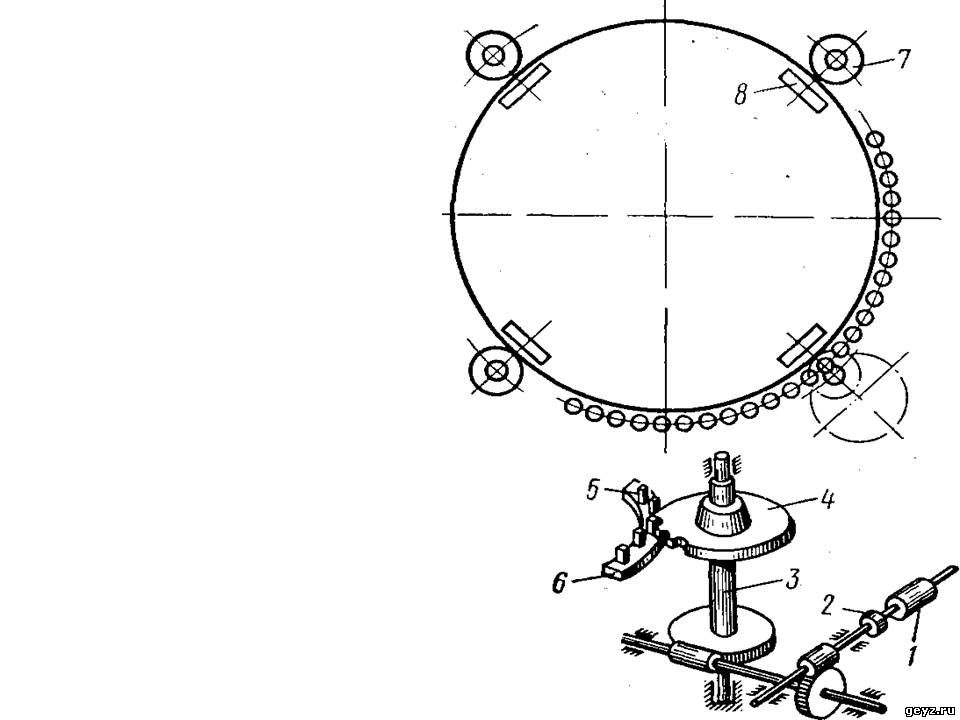
Схема гидропривода наклона показана на рис. 114. Поршневой насос 2 типа НПМ-713В производительностью 0,2 м3/мин (200 л/мин) и давлением 1000 Н/см2 (100 кгс/см2), приводимый от электродвигателя 1, подает масло из бака 3 через обратный клапан 4 к реверсивному золотнику 6, которым дистанционно управляют с пульта на рабочей площадке при помощи двух электрогидравлических золотников 5. Один золотник подает масло в правую полость реверсивного золотника 6 под давлением и передвигает золотник влево, открывая доступ масла в верхнюю полость рабочего гидроцилиндра 8. В этом случае печь наклоняется в сторону рабочей площадки, что позволяет обслуживать печь со стороны выпуска. При работе левого золотника 5 масло подается в левую полость реверсивного золотника 6, отодвигает золотник вправо и открывает доступ масла в нижнюю часть рабочего гидроцилиндра 8. В этом случае печь наклоняется для слива металла. Насосную станцию располагают в отдельном помещении. Механизмы вращения ванны рафинировочной ферросплавной печи показан на рис. 115. Кожух печи с футеровкой установлен на четырех роликах 5, расположенных на неподвижных тумбах. Ролики 7 препятствуют смещению ванны в сторону при ее наклоне во время слива сплава и вращения. Привод механизма состоит из электродвигателя /, соединенного с ведущим валом двухступенчатого червячного редуктора эластичной муфтой 2. На вертикальном валу 3 редуктора установлена звездочка 4, сцепленная с цевками 5, размещенными в цевочном венце 6. Передаточное число двухступенчатого червячного редуктора в данном исполнении /р = 1008, а цевочной передачи г'ц = 8,06; общее передаточное число привода i = 8125. Привод и узлы механизма ванны печи рассчитывают в определенной последовательности. РИС. 115. Схема механизма вращения ванны ферросплавной рафинировочной печи
Мощность электродвигателя выбирают в соответствии с найденной статической мощностью и проверяют на перегрузочную способность.