Главная » 2015»Июль»8 » Применение охлаждающих эмульсий и растворов.
17:43
Применение охлаждающих эмульсий и растворов.
ПРИМЕНЕНИЕ ОХЛАЖДАЮЩИХ ЭМУЛЬСИЙ И РАСТВОРОВ
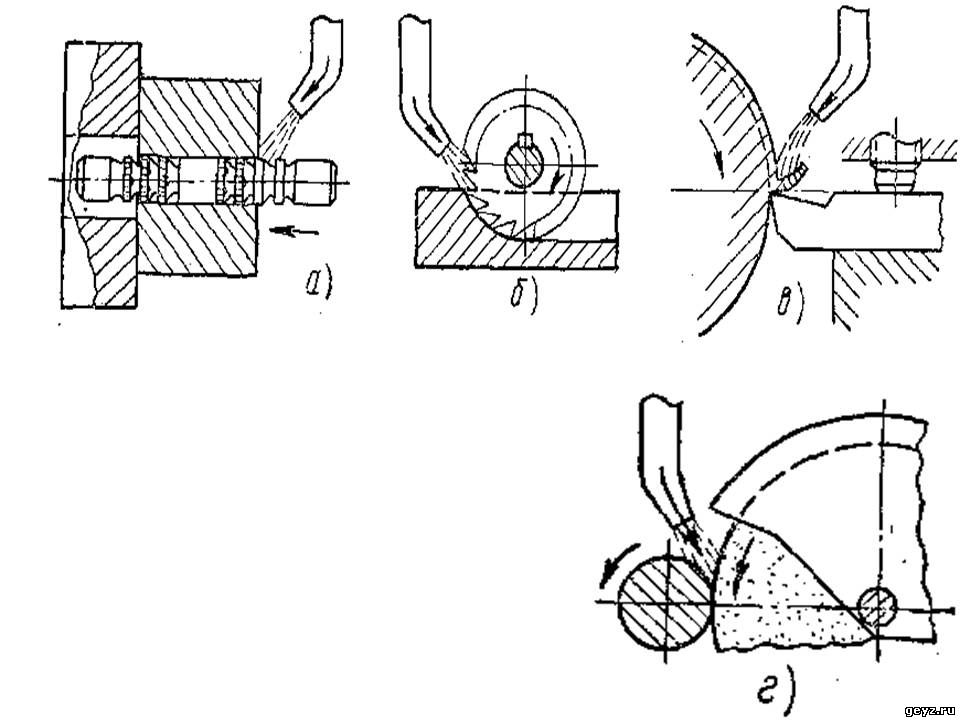
Применяется два способа подачи эмульсии к станкам: централизованный и индивидуальный. Централизованная система охлаждения от общей эмульсионной станции применяется для группы однотипных или близких по режиму обработки станков и имеет ряд преимуществ: непрерывную циркуляцию, предохраняющую эмульсию от расслаивания, одновременность изготовления и контроля качества при смене. Фиг. 100. Места подвода охлаждающей жидкости: а—при протягивании; б — при фрезеровании дисковой прорезной фрезой; в — при точении; г — при кругло» шлифовании.
Здесь эмульсия через сливные трубопроводы от станков возвращается в основной бак. В процессе работы эмульсию рекомендуется фильтровать. Насосы, баки и трубопроводы очищают от грязи и промывают не реже 2 раз в год. Индивидуальная система охлаждения имеет то преимущество, что для каждого станка может применяться охлаждающая жидкость определенного состава и концентрации в соответствии с видом обработки. В этом случае станки снабжаются отдельной системой охлаждения с электронасосами типа ПА-22, ПА-45, П-90 или П-180 в зависимости от требуемого количества эмульсии; числа означают производительность насоса в л/мин. Емкость эмульсионных баков принимается больше минутной производительности насоса (при заполненной системе охлаждения) не менее чем в 2— 3 раза. Очистка баков производится ежедневно, смена эмульсии 2 раза в месяц. Важное значение имеет правильный выбор места подвода эмульсии к охлаждаемому инструменту и изделию. Эмульсия обычно подводится к месту врезания инструмента, например протяжки в деталь (фиг. 100, а), на образующуюся стружку, где выделяется наибольшее количество тепла (фиг. 100, б, в), при шлифовании — к месту соприкосновения шлифовального круга с деталью (фиг. 100, г) по всей его ширине. При глубоком сверлении струя охлаждающей жидкости направляется через отверстие в оправке под большим давлением (до 30 кг/см2 и выше) внутрь высверленного канала и вымывает из него стружку. Струя жидкости, ее форма, сечение и количество подводящих трубок или сопел, ее давление подбираются в зависимости от требований технологии, формы детали и других условий. При операциях шлифовки иногда применяют подачу охлаждающей жидкости сквозь поры шлифовального круга, благодаря чему устраняется его засаливание. При нарезке мелкой резьбы с большими скоростями резания следует давать обильную, но свободно и медленно падающую струю без давления. При нарезке крупной резьбы с большой скоростью требуется обильная и быстро падающая под давлением струя жидкости. При токарной обработке с большими скоростями резания применяют охлаждение и смазку зоны резания высоконапорной струей, охлаждающей жидкости. При работе резцами из твердых сплавов с высокими режимами резания возникает необходимость отводить тепло не только от режущего инструмента, но и от бабок и других узлов станков, особенно автоматов. В этом случае охлаждение подается и непосредственно к этим узлам. Для охлаждения применяются масляные эмульсии и водные растворы, часто с добавкой серы и других компонентов. Расход охлаждающей жидкости зависит от материалов, характера и режима обработки, сечения снимаемой стружки, размера и вида инструмента и колеблется для токарных, фрезерных, сверлильных станков от 5 до 45 л/мин, шлифовальных станков от 20 до 300 л/мин, для станков глубокого сверления и при расточке глубоких отверстий от 80 до 400 л/мин. Для операций, где не требуется повышенная чистота поверхности, при грубой обдирке, предварительном фрезеровании, а также часто при шлифовании широко применяются водные растворы электролитов, содовые, тринатрийфосфатные и другие, а также эмульсии малой концентрации, обладающие хорошими охлаждающими свойствами. Так, для круглого и плоского шлифования применяются эмульсии с содержанием эмульсола до 0,5%. Хорошие результаты для этих целей дает также применение охлаждающей жидкости следующего состава: кальцинированной соды 0,25— 0,35%, нитрита натрия 1,2—2,0%, остальное до 100% —вода. Для получения высокой чистоты обработки применяют иногда водные растворы сульфированного касторового масла, активированные присадками. Эмульсии и водные растворы электролитов находят также применение в качестве гидравлических жидкостей, вместо минеральных масел, при обезжиривании и промывке деталей, при прокатке и волочении металла и в некоторых других технологических процессах.