Главная » 2014»Сентябрь»3 » Сборка с применением полной взаимозаменяемости деталей или узлов.
16:19
Сборка с применением полной взаимозаменяемости деталей или узлов.
СБОРКА С ПРИМЕНЕНИЕМ ПОЛНОЙ ВЗАИМОЗАМЕНЯЕМОСТИ
Две или несколько деталей (узлов) взаимозаменяемы, если для установки любой из них на машину не требуется никакой дополнительной обработки и пригонки, т. е. нужно только соединить детали без всякого подбора и зазор или натяг получается с заданной точностью.
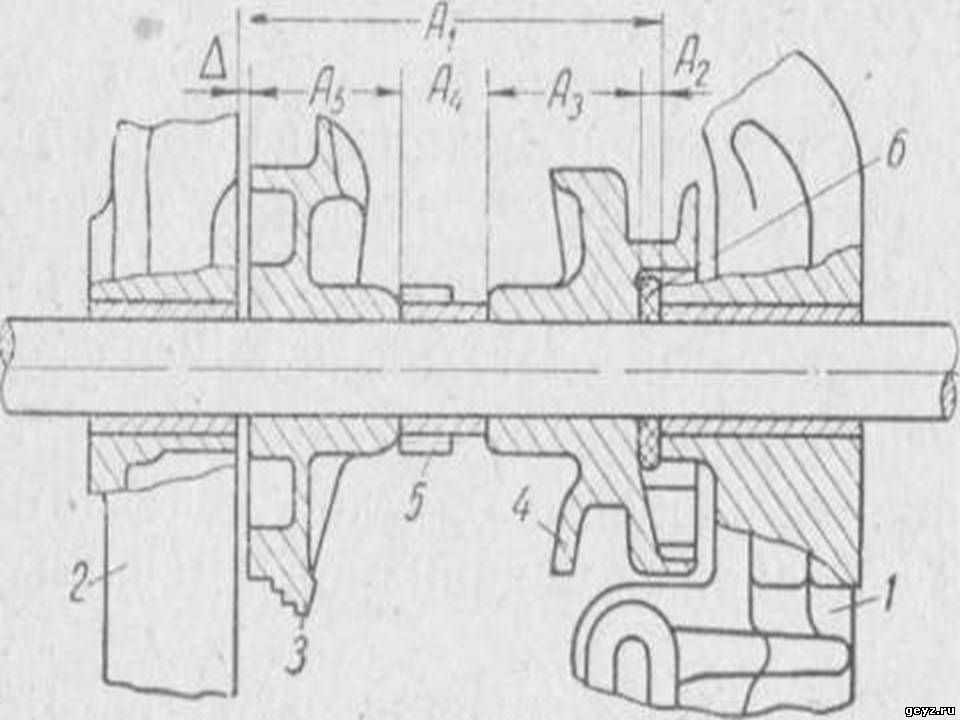
Фиг. 7. Геометрическая схема размерной цепи главного вала затяжной машины: 1 и 2 — станина; 3 и 4 — эксцентрики, 5 — зубчатое колесо; 6 — регулирующая шайба (компенсатор).
Таким образом, благодаря отсутствию операций подбора или пригонки деталей ускоряется сборка машин, снижается трудоемкость и увеличивается выпуск продукции. Помимо этого, использование комплектов запасных частей и узлов, изготовленных на основе полной взаимозаменяемости, обеспечивает быструю замену в эксплуатационных условиях изношенных или поврежденных деталей, что повышает эффективность эксплуатации машин. Для пояснения сказанного в качестве примера проанализируем узел главного вала затяжной машины при сборке которой для обеспечения посадки эксцентриков необходимо выдержать суммарный зазор. Выделим цепь размеров I12, А2, АЛ6, Л, представленную на фиг. 7 в виде геометрической схемы размерной цепи.
Решение этого уравнения является решением первой задачи определения допусков размерной цепи. Обозначим допуски на размеры А1 = +0, 25, А2= = —0,1; А3 = —0,15; Вм = —0,10; АЛз=—0,20; тогда Ад = 0,25 + 0,1 + 0,15 + 0,1 + 0,20 = 0,8 мм. Как видно из решения этого уравнения, метод заключается в том, что все предельные отклонения размеров от номиналов ариф-метически суммируют. При этом подразумевается случай, когда все детали, составляющие данный узел, выполнены с наименее выгодными предельными отклонениями. Например, все отверстия у подшипников — с предельно большими диаметрами, валы — с предельно малыми диаметрами, зубья зубчатых колес — предельно тонкие, все отверстия для их осей — предельно раздвинуты или сужены и т. д. В действительности же, в силу сочетания ряда факторов, при изготовлении любой партии деталей они никогда не могут быть абсолютно одинаковыми, т. е. одни детали будут с размерами, более близкими к номиналу, другие — с менее близкими. Вероятность сочетания одних крайних размеров в кинематических цепях с однородными по величине первичными ошибками (отклонениями от номинала) — крайне ничтожна. Так, например, в размерной цепи, имеющей элементы с одинаковыми по величине допусками, вероятность получить наихудшее сочетание (крайних плюсовых или крайних минусовых отклонений) при их распределении по закону равной вероятности весьма мала. При реальных распределениях вероятность сочетания крайних отклонений может быть (или вовсе не быть) в одном-двух случаях из нескольких десятков миллионов. Решение о границах применения сборки с полной взаимозаменяемостью должно базироваться на анализе работы механизмов и на экономико-производственных расчетах. При этом основными факторами, ограничивающими использование этого метода сборки, являются требования применения совершенных методов обработки большого количества деталей сложных кондукторов, точных при способлений и сложных контрольно-измерительных приборов. Кроме того, применение метода полной взаимозаменяемости ограничивают и другие причины, часто приводящие к отказу от его использования. Таковы, например: а) малый объем производства, когда нерентабельно изготовлять специальные приспособления, инструмент и контрольно-измерительные приборы; б) весьма большие размеры деталей с высокой точностью линейных размеров; в) очень малые размеры деталей, когда для достижения полной взаимозаменяемости требуется соблюдение весьма строгих по абсолютной величине допусков; г) весьма высокая точность, превышающая точность 1-го класса; д) сложная форма деталей, затрудняющая их обработку и измерение. В силу сказанного метод сборки машин с применением полной взаимозаменяемости целесообразен и находит наибольшее приме-нение в массовом и крупносерийном производствах.