Главная » 2016»Март»17 » Сборка шарнирных соединений плоских механизмов.
11:52
Сборка шарнирных соединений плоских механизмов.
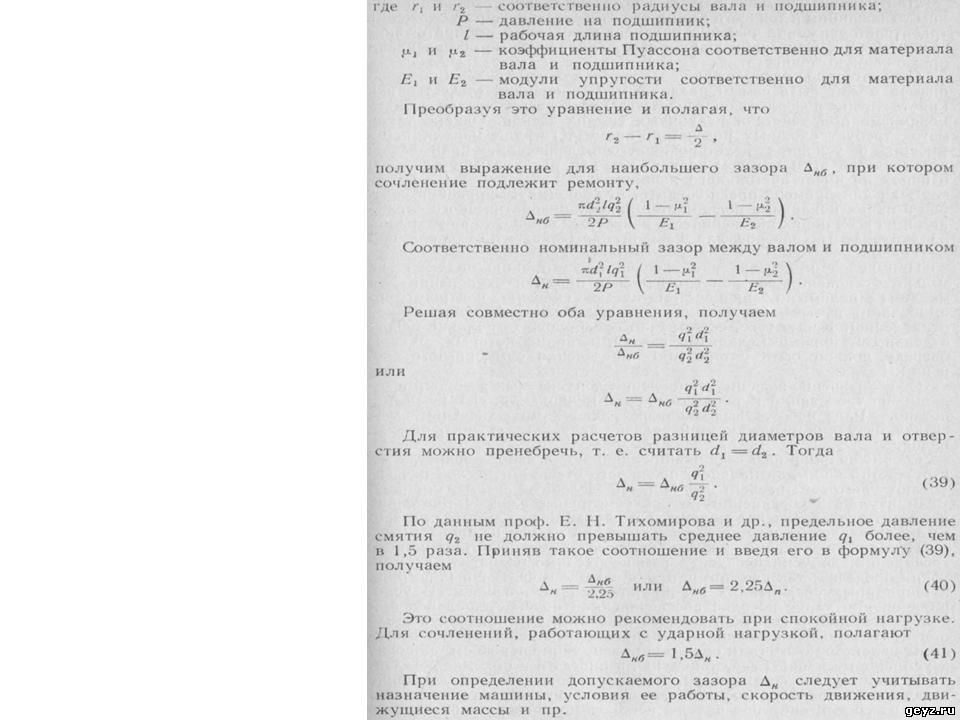
СБОРКА ШАРНИРНЫХ СОЕДИНЕНИЙ ПЛОСКИХ МЕХАНИЗМОВ Шарнирные соединения плоских механизмов представляют собой кинематические пары, замыкание которых осуществляется при помощи цилиндрических элементов: осей, пальцев, втулок и т. п. деталей. В отличие от валов оси и пальцы не передают крутящего момента, они неподвижны или свободно вращаются с небольшим числом оборотов, или совершают качательные движения. Шарнирные соединения в машинах имеют различное назначение. Их применяют для соединения кривошипов и ползунов с шатунами, ползунов с кулисами, рычагов с неподвижными стойками, крестовых соединений, тяг включения и в других подобных соединениях. В настоящее время работа многих шарнирных соединений происходит еще в условиях граничного и полужидкостного трения. Неровности на трущихся поверхностях, разрыв непрерывной подачи масла и другие факторы нарушают сплошность масляной пленки, предельно утоненный масляный слой теряет свойства вязкой жидкости и поэтому обычные законы гидродинамики здесь неприменимы. В условиях граничного трения несущая способность подшипника определяется расклинивающим действием адсорбированного слоя масла, который, воспринимая давление от цапфы, передает его на поверхность подшипника. Нужно сказать, что чем выше «маслянистость» смазки и чем лучше качество отделки трущихся поверхностей вала и подшипника, тем лучше условия для образования адсорбированных пленок, предупреждающих форсированный износ деталей. Ниже приводится метод установления допускаемых зазоров для трущихся деталей, работающих в условиях граничного и полусухого трения. Для упрощения задачи можно считать, что нагрузка воспринимается непосредственно металлом подшипника и в месте контакта образуется площадка смятия Допускаемый зазор Д можно определить, используя работы Беляева—Герца, Динника и др., разработавших теорию сжатия цилиндрических тел. На основании этой теории величину наибольшего давления цг по площадке соприкосновения сжимаемых цилиндров (плоская деформация) вычисляют по формуле Для механизмов машин, работа которых должна отвечать высоким требованиям к точности взаимного относительного расположения траекторий движения рабочих органов, необходимо выбирать такие зазоры в кинематических шарнирных парах, которые обеспечивают предписанную точность. Относительное расположение зазоров в каждом сочленении механизмов может быть самым различным. Современная отечественная кинетостатика позволяет определять взаимное расположение звеньев механизма при действии различных сил на звенья. Однако такой метод требует сложных подсчетов; кроме того, для машин, работающих в условиях неустановившегося движения, практически пользоваться этим методом нельзя, так как распределение зазоров в парах не имеет постоянного характера. Если для примера предположить, что закон суммирования зазоров в парах механизма подчиняется закону квадратического сложения и во всех парах интенсивность износа одинакова, то наибольший из допускаемых зазоров для каждой пары зависит от числа пар механизма. При решении поставленной задачи рассмотрению подлежат не только отклонения зазоров в отдельных парах и отклонения для машины в целом, но также систематическое смещение центров группирования, вызываемое износом (так называемое функциональное отклонение). Кроме того, естественно предположить наличие между отдельными парами механизма связей, влияние которых, в свою очередь, должно быть учтено при определении суммарных отклонений. Общее решение задачи установления допускаемых зазоров, исходящее из требований к точности работы механизмов, еще не разработано. Ряд работ, выполненных советскими учеными, уже создал базу для решения этой задачи, актуальность которой очевидна. Сборку шарнирного соединения начинают с запрессовки втулок в отверстия опор для пальцев, после чего отверстия втулок развертывают чистовой разверткой под определенный размер пальца. Если втулки в соединении не предусмотрены, следует тщательно проверить отверстия под пальцы и в случае необходимости развернуть или зачистить их под соответствующий размер пальца. Исходя из условий работы каждого отдельного шарнирного соединения, допуски посадок в нем необходимо подбирать в очень узких пределах, так как при неточной сборке и чрезмерных зазорах в шарнирных соединениях возникают ударные нагрузки. В условиях сборки такие посадки обеспечиваются подбором пальцев или дополнительной разверткой данного отверстия под индивидуальный палец. Не меньшее значение в шарнирных соединениях имеет отсутствие перекосов отверстий опор под палец; такие перекосы приводят к усиленному износу, заклиниванию, а иногда и к поломке деталей. Фиг. 47. Схема приспособления для контроля перекоса и скручивания осей отверстий шатуна.
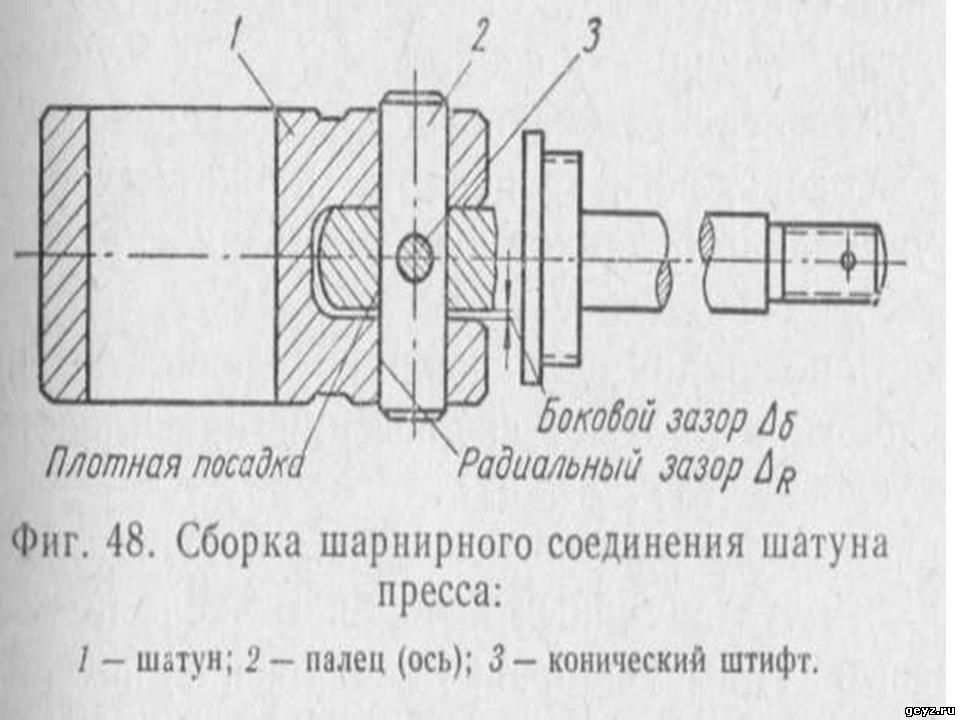
В шарнирных соединениях, имеющих вращательное движение в заданной плоскости (например, в соединении шатуна с кривошипом), отверстия опор под пальцы необходимо проверять на перекос и скручивание при помощи оправок в специальном приспособлении, схематически изображенном на фиг. 47. Проверку производят следующим образом: в отверстия опор под пальцы вводят точно обработанные по диаметрам отверстий оправки. Одну оправку устанавливают в центрах или на призмах, укрепленных на плите приспособления, шатун закрепляют в вертикальном положении, после чего индикатором замеряют расстояние от плиты до точек А и В. Разность показаний индикатора на плечах оправки и дает величину перекоса осей отверстий. Далее, не снимая оправки с центров (или призм), повертывают шатун в горизонтальное положение (изображенное пунктиром) и производят замеры относительно точек А' и В'. Разность между полученными размерами определяет скручивание осей отверстий опор под пальцы шарнира. В шарнирных соединениях, имеющих вращательное движение в заданной плоскости и колебательное движение относительно этой плоскости (например, в соединении шатуна с кривошипом и скалкой пресса для вырубки деталей, показанном на фиг. 48), необходимо проверять оси опор под пальцы на перекос. Наконец, в шарнирных соединениях, имеющих вращательное и поступательное движение в различных плоскостях (например, двойной крестовой шарнир включения пресса, изображенный на фиг. 49), оси опор под пальцы необходимо проверять только на перпендикулярность к сопрягаемым поверхностям проушины. Перед сборкой необходимо проверить ширину проушины и толщину шипа, чтобы получить требуемый в шарнирном соединении боковой зазор Дб, который должен быть проверен при помощи щупа или индикатора после окончательной сборки шарнирного соединения. Для запрессовки пальцев применяют специальное приспособление или молоток и оправку. Характер посадки зависит от способа крепления пальца. Если палец должен удерживаться исключительно за счет натяга, то в сочленении опоры с пальцем должна быть принята прессовая посадка. Такая посадка, очевидно, должна быть выдержана только в одной опоре, противоположной упорному буртику, а для отверстия другой опоры должна быть принята более свободная посадка. Это необходимо для того, чтобы при сборке можно было свободно запрессовать палец. В тех же случаях, когда крепление пальца или оси осуществляют штифтом или другим подобным способом, посадка для обеих опор пальца может быть выбрана с определенным зазором.