Главная » 2014»Ноябрь»7 » Сборка узлов с индивидуальной пригонкой деталей по месту.
19:46
Сборка узлов с индивидуальной пригонкой деталей по месту.
СБОРКА С ИНДИВИДУАЛЬНОЙ ПРИГОНКОЙ ДЕТАЛЕЙ ПО МЕСТУ
Сборка с пригонкой деталей по месту заключается в том, что установленный предел точности замыкающего звена в размерной цепи достигается изменением величины одного из заранее намеченных звеньев путем снятия дополнительного слоя материала.
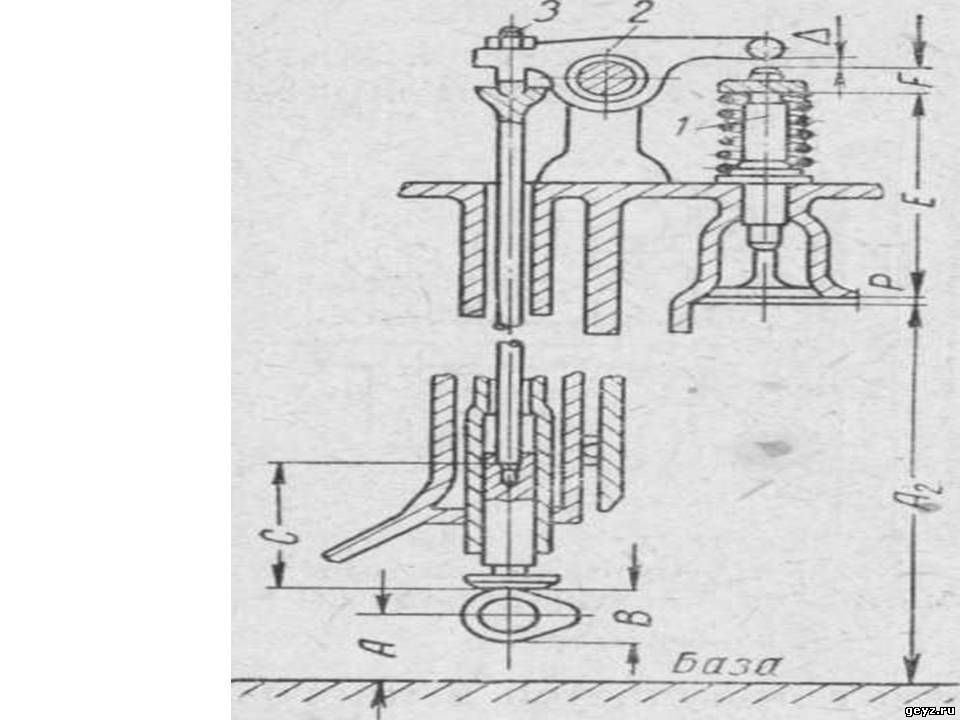
Фиг. 15. Винтовой компенсатор распределительного механизма двигателя внутреннего сгорания: 1 — шток клапана; 2 - толкатель: 3 — винт.
По существу сборка с доделкой деталей по месту является методом неполной взаимозаменяемости с пригонкой деталей в тех случаях, когда размер замыкающего звена лежит за пределами допускаемых отклонений.
Чтобы производить пригонку за счет выбранного компенсирующего звена требуется: 1) располагать поле допуска у подлежащей пригонке детали относительно номинала с таким расчетом, чтобы обеспечить на компенсирующем звене слой материала (припуск на пригонку), достаточный для компенсации величины превышения допускаемой погрешности замыкающего звена; 2) выдерживать при обработке деталей, входящих в размерную цепь, установленные, экономически приемлемые величины допусков; 3) не выбирать в качестве компенсирующего — звено, которое является общим для нескольких размерных цепей, так как изменение его величины вносит погрешности во все связанные между собой размерные цепи.
Во многих отраслях машиностроения за последние годы усовершенствованы сборочные процессы путем улучшения технологичности конструкции, рациональной разработки допусков, применения методов подбора, введения в конструкции подвижных компенсаторов и т. п. В результате количество пригоночных работ и их удельный вес при сборке машин значительно сократились. Однако на ряде заводов пригоночные работы еще составляют сравнительно большой процент от всей трудоемкости сборочного процесса. Объясняется это, в частности, тем, что в многозвенных механизмах для получения повышенной точности требуется значительное сужение допусков всех звеньев, входящих в размерную цепь. Поэтому иногда выгоднее применять при сборке пригонку деталей по месту. Существенными недостатками метода сборки с пригонкой по месту являются: 1) потребность в рабочих высокой квалификации; 2) повышенная трудоемкость, иногда достигающая 40—50% общей трудоемкости сборки машины; 3) трудности учета и нормирования пригоночных работ; 4) необходимость, в большинстве случаев, снятия стружки, что вызывает загрязнение рабочих мест и требует дополнительной очистки и промывки собранных узлов и механизмов. При выполнении пригоночных работ в процессе сборки необходимо учитывать, что наряду с качеством материала детали большое влияние на прочность и износоустойчивость оказывает состояние ее поверхности. Износ детали в значительной степени зависит от того, насколько гладка и геометрически правильна ее поверхность. Поэтому в процессе пригонки очень важно сохранить должное качество поверхности детали. Наиболее распространенные приемы пригонки — опиловка, зачистка, шабрение, притирка и полирование. Опиловка применяется в тех случаях, когда необходимо снять значительный слой металла с поверхности детали; опиловка считается грубой, если при этом удаляют слой металла более 0,2 мм. При тонкой опиловке слой снимаемого металла не превышает 0,1 мм, причем точность пригонки может быть доведена до 0,005 мм. При снятии припуска опиловкой необходима последующая зачистка поверхности. Зачистка поверхности после опиловки производится шлифовальными кругами различных марок с применением минерального масла или керосина. В настоящее время при опиловке и зачистке широко применяют электрические и пневматические приспособления, приводящие в движение специальные напильники и абразивные шарошки.
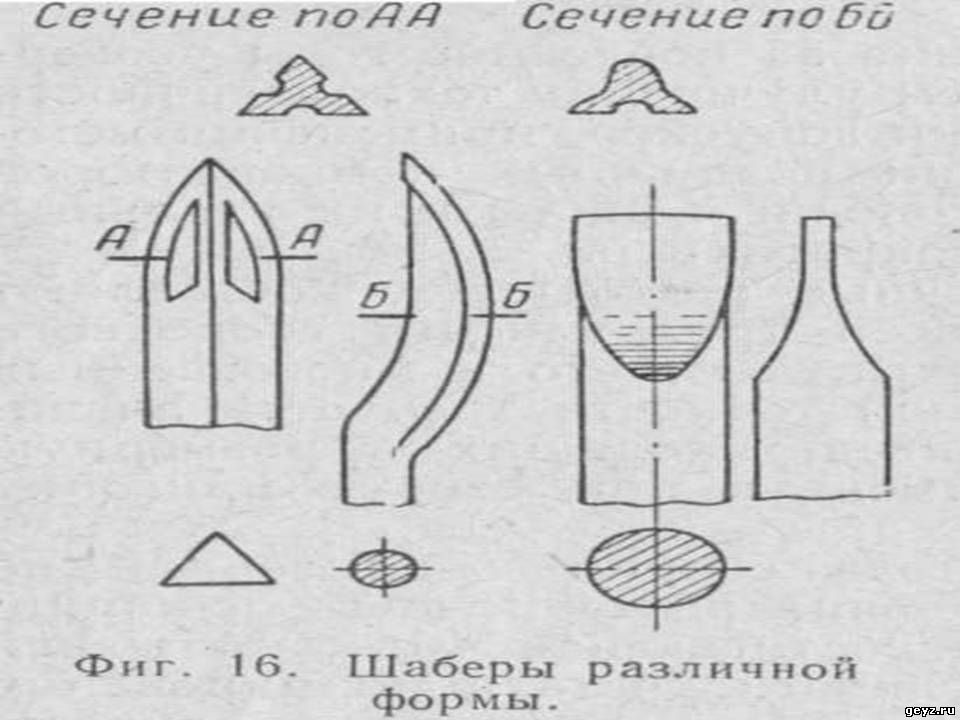
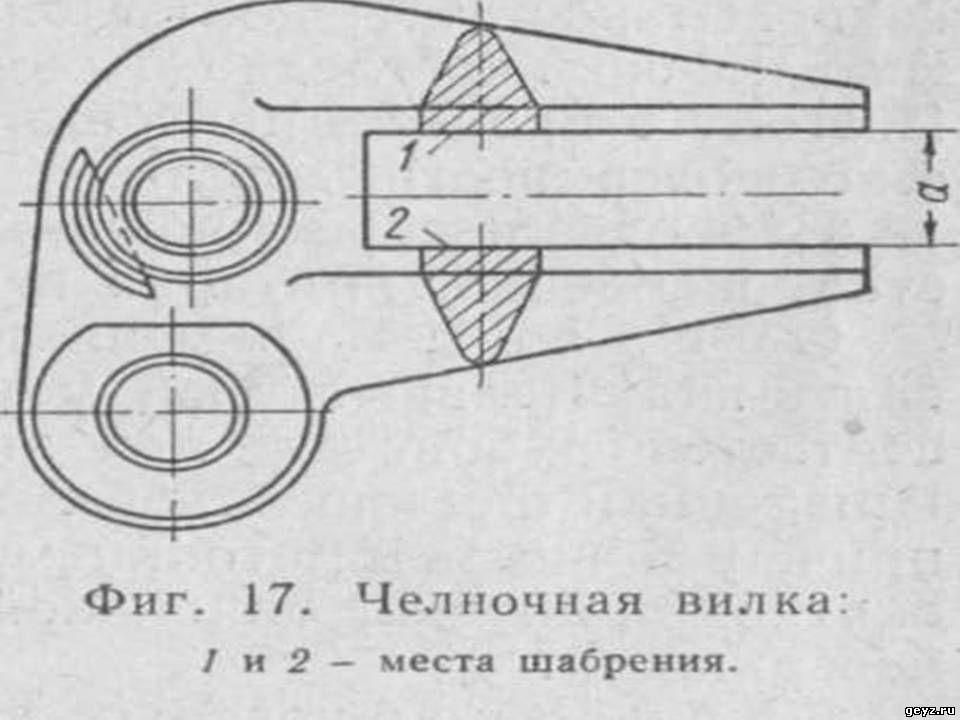
Шабрение представляет собой процесс соскабливания с поверхности детали тонких слоев металла (около 0,005 мм) при помощи специального инструмента — шабера (фиг. 16) или скребка. Шаберы изготовляют из стали с содержанием углерода 1,0—1,25°l. Шабрением можно получить очень ровную и гладкую поверхность и точно пригнать детали одну к другой; возможная точность шабрения достигает 0,0025 мм. При сборке машин пришабривают как плоские поверхности деталей (плоскости разъема картеров, крышек подшипников, разного вида направляющие и т. п.), так и цилиндрические поверхности (разного рода втулки, вкладыши подшипников и т. п.). Шабрение плоскостей производят, выверяя их на специальных проверочных плитах. Цилиндрические поверхности, например вкладыши подшипников, шабрят, выверяя их по валу или по специальной оправке, диаметр которой равен номинальному диаметру вкладыша подшипника. Качество шабрения проверяют по тонкомолотой краске, наносимой на поверхности очень тонким слоем, или же всухую на «блеск» (при шабрении высокого класса точности). Например, сочленение челночной вилки с крейцкопфом при сборке швейных машин следует осуществить так, чтобы крейцкопф по всей длине зева а (фиг. 17) проходил без заедания, но и без зазора. Зазор между вилкой и крейцкопфом вызывает качку челнока-захвата и пропуск стежков при работе машины на больших скоростях. Чтобы добиться точной пригонки плоскостей вилки, их пришабривают по крейцкопфу. Результаты шабрения определяют по краске или на «блеск». Точность шабрения направляющих задней бабки металлорежущего станка составляет 8—10 пятен на квадрат 25x25 мм; при этом допускаются отклонения от прямолинейности, не превышающие 0,02 мм на длине 1 м.
Процесс шабрения трудоемок, неэкономичен и требует высоко-квалифицированных рабочих. Так, например, трудоемкость шабровочных работ составляет около 10—15% трудоемкости слесарных операций при капитальном ремонте станков Поэтому в серийном и массовом производствах шабрение почти не применяют, добиваясь необходимой точности обработкой деталей в механических цехах. Однако при отсутствии необходимого точного оборудования для обработки деталей шабрение является простым способом получения необходимой точности пригонки деталей. Малая производительность труда при пользовании обычными ручными шаберами привела к механизации процесса шабрения путем применения пневматических или электрических инструментов, в которых шабер получает возвратно-поступательное движение.
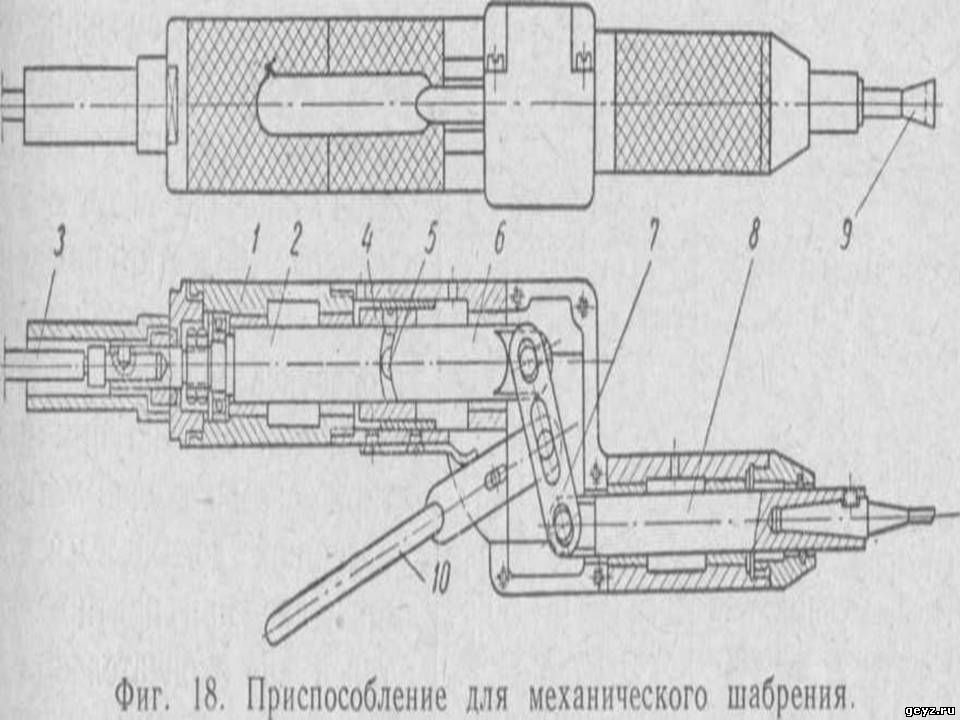
На фиг. 18 показана конструктивная схема приспособления для механического шабрения, привод которого осуществляется при помощи гибкого валика от электродвигателя. В корпусе 1, состоящем из двух частей, вращается вал 2, приводимый от гибкого валика 3. Через криволинейный паз вала 2 ввернут в муфту 4 палец 5. Муфта соединена с ползуном 6. При вращении вала палец получает возвратно-поступательное движение и передает его через рычаг 7 державке 8 шабера. Величина хода шабера 9 регулируется соотношением плеч рычага 7 и рукоятки 10. Применение механических шаберов подобного типа сокращает время шабрения по сравнению с ручным шабрением в 4—5 раз. В последнее время в отдельных отраслях машиностроения шабрение плоскостей деталей начали заменять торцевым шлифованием. Так, например, по предложению инж. А. П. Волощенко, при обработке буксовых направляющих паровозов шабрение заменили торцевым шлифованием, в результате чего трудоемкость операции была снижена в 10 раз 2. Притирка является более точным видом обработки, чем шабрение, и применяется главным образом для плотного или герметического сопряжения деталей — клапанов, сальников втулок, кранов, плунжерных пар и т. п.
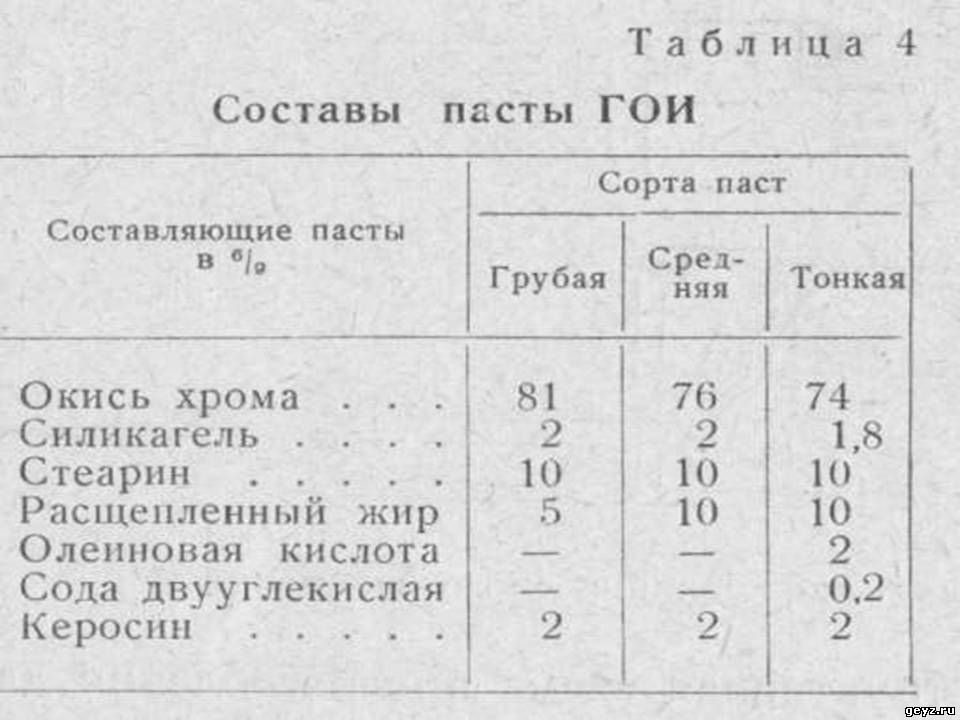
Притирка представляет собой процесс пригонки поверхностей деталей при помощи паст — твердых шлифующих порошков (абразивов), смешанных с маслом или керосином. Притиркой получают большую точность пригонки поверхностей и весьма плотное взаимное прилегание их. Для грубой притирки применяют порошки с более крупными зернами, а для точной притирки деталей с малыми допусками — порошки с самыми малыми зернами. Притирочную пасту выбирают в зависимости от материала притираемых деталей. Для притирки стальных деталей применяют наждак и корунд, смешанные с маслом, для притирки чугунных и бронзовых деталей — толченое стекло, смешанное с керосином (или газолином). Для ускорения процесса притирку вначале ведут с применением более крупных номеров пасты и заканчивают пользуясь более тонкими порошками. Обычно при притирке снимают слой металла толщиной до 0,02 мм. На практике при притирке деталей для окончательной доводки часто применяют пасту ГОИ (разработанную советским ученым —академиком Гребенщиковым), состав которой приведен в табл. 4. Притирающую способность пасты определяют по толщине снятого слоя металла после 100 движений стальной закаленной пластинки по чугунной плите. Для грубой пасты слой составляет 17—35 мк. для средней —8 —16 мк и для тонкой — 1—7 мк. Притирать детали можно двумя способами. По первому способу сопрягаемые детали притирают одну к другой (наиболее распространенный способ при сборке деталей). Для проверки качества притирки притирочный материал тщательно удаляют с притираемых поверхностей и затем пробуют, насколько легко от руки движутся детали одна относительно другой. По второму способу каждую сопрягаемую деталь притирают металлическим притиром, в поверхность которого вдавливают зерна шлифующего порошка. Материал притира следует всегда выбирать мягче материала притираемых деталей. Притиры изготовляют из чугуна, меди, латуни, свинца и из древесины твердых пород. Последние применяют преимущественно для наружной отделки. Способ притирки применяют при очень точной обработке поверхности (с точностью до 0,001 мм). Качество притирки проверяют, как и качество шабрения, по краске или на «блеск».
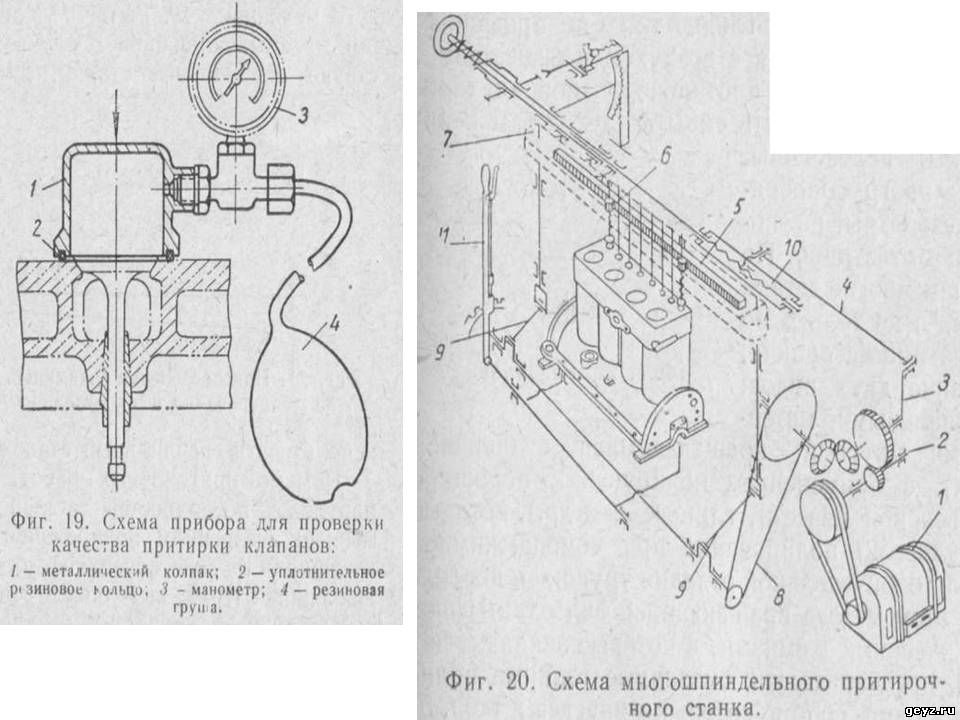
В особо ответственных соединениях, где требуется обеспечить плотное прилегание поверхностей для предохранения от просачивания жидкостей или газов, качество притирки проверяют заливкой керосина в узел и наблюдением за его просачиванием или же специальными приборами для замера компрессии. На фиг. 19 показана схема прибора для проверки качества притирки клапанов двигателя внутреннего сгорания. Принцип работы прибора заключается в следующем. Тарелку испытываемого клапана накрывают колпаком и прижимают его плотно к плоскости головки рукой или специальным приспособлением. Избыточное давление под колпаком (0,7— 1,0 ати) создается при помощи груши и контролируется манометром. Сохранение давления в определенный промежуток времени указывает на качество притирки клапана. На таком же принципе построены и другие приспособления для контроля качества притирки клапанов. Плотность прилегания редукционных клапанов, различных кранов, пробок и т. п. проверяют на истечение воздуха, погружая для этого узлы в керосиновую ванну.
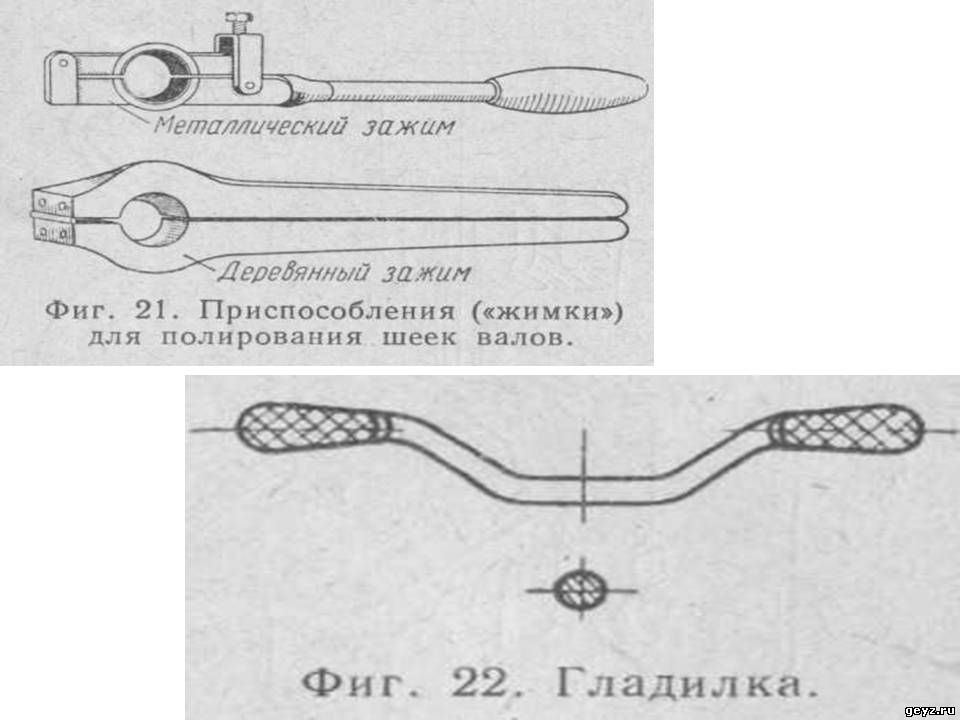
Для притирки деталей широко применяют специальные притирочные станки и приспособления. На фиг. 20 приведена схема притирочного станка для одновременной притирки нескольких клапанов двигателя. Принцип работы станка следующий: электродвигатель через зубчатую передачу 2 вращает кривошип 3, сообщающий вращательное движение притираемым клапанам при помощи шатуна 4, рейки 5 и зубчатых колес 6. Кроме того, клапаны перемещаются вдоль своей оси совместно с корпусом 7, приводимым в движение через цепную передачу шатунно-кривошипным механизмом 9. При каждом движении рейки 5 клапаны поворачиваются на 4—5° при помощи винтового механизма 10. Рычаг 11 служит для подъема и опускания притираемых клапанов. В случаях, когда на предприятиях отсутствуют специальные станки, для ускорения процесса притирки можно использовать специальные приспособления. Так, например, чтобы притереть шатун к шейке колена вала можно закрепить вал в центрах токарного станка и сообщить ему вращение, а шатун удерживать неподвижным. Для притирки шарнирных винтов с конической цапфой к нижним головкам шатунов или для притирки клапанов к седлам можно использовать сверлильный станок, ручную дрель и т. п. Помимо пригоночных работ, при сборке применяют отделку наружных поверхностей деталей полированием. По современным воззрениям полирование оказывает воздействие на молекулярное строение поверхностного слоя материала. Под действием давления и тепла, выделяющегося при трении, молекулы поверхностного слоя приобретают текучесть. Острые кромки неровностей поверхности постепенно сглаживаются, а впадины, микроскопические поры и трещины затягиваются и полностью исчезают. Это повышает усталостную прочность и износоустойчивость детали. Кроме того, благодаря высокой степени гладкости, у полированных поверхностей деталей, соприкасающихся с воздухом и веществами, вызывающими коррозию, повышается противокоррозионная стойкость. Полирование помогает обнаружить скрытые дефекты поверхностного слоя — трещины, волосовины, флокены и пр., которые на грубо обработанной поверхности незаметны, на полированной же проступают отчетливо. По указанным выше причинам многие детали часто полируют кругом, а не только по поверхностям, работающим на истирание. Существует полирование двух видов: 1) полирование полировальными матерчатыми или войлочными кругами, вращающимися с большой скоростью (25—30 м/сек), с применением полирующих порошков (пемзы, окиси железа, венской извести, глинозема и др.), которые обычно наносят на изделие; 2) полирование при помощи жимков (фиг. 21), применяемое для окончательной отделки трущихся поверхностей шеек валов.
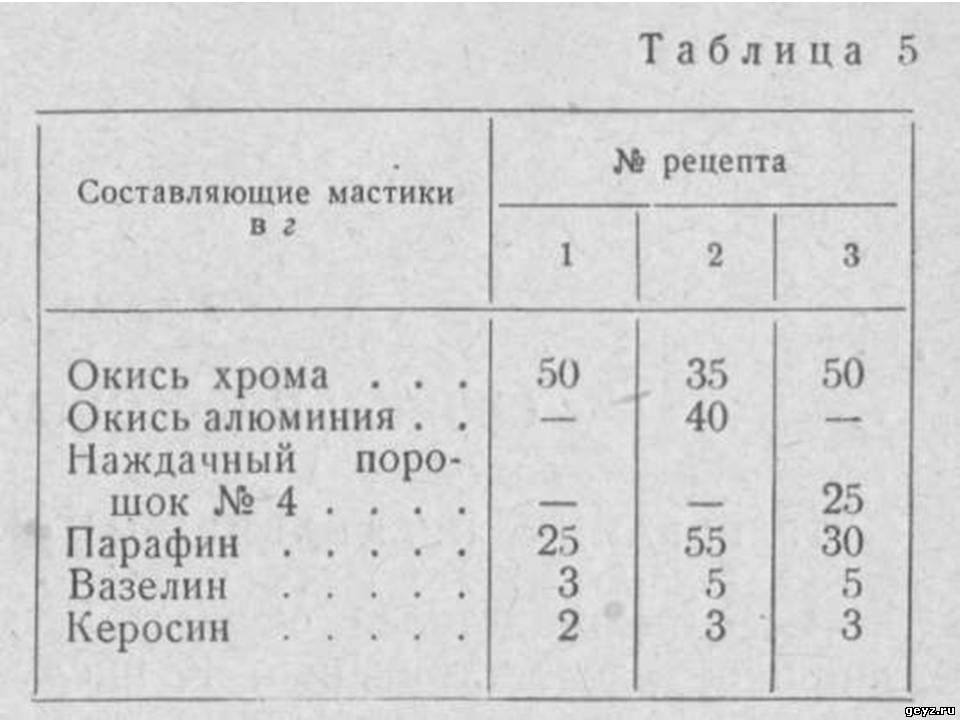
При этом методе вращающийся вал охватывают деревянными или металлическими жимками, в которые закладывают кожу, сукно или замшу, предварительно смазанные тонкими полирующими порошками-мастиками, состав которых приведен в табл. 5. При полировании указанным способом необходимо, чтобы направление вращения вала совпадало с направлением его вращения в рабочих условиях. Под полирование обычно оставляют незначительный припуск — около 0,01 мм (как правило, полирование не исправляет первоначальных геометрических неточностей). Кроме указанных выше способов, чистовую отделку деталей из мягких сплавов (мягких бронз алюминиевых сплавов и других, антифрикционных сплавов) производят полированием давлением при помощи уплотнительных разверток, протяжек с уплотнительными зубьями, а также проталкиванием через отверстие стальных закаленных шариков, развальцовкой и т. п. Под полирование давлением оставляют припуск от 0,005 до 0,02 мм в зависимости от диаметра отверстия и степени требуемого уплотнения. Полирование давлением применяют в тех случаях, когда обрабатываемая деталь имеет достаточно массивные стенки равномерной жесткости. Полирование давлением улучшает антифрикционные качества деталей с высокой степенью точности, калибрует отверстия и придает трущимся поверхностям зеркальный вид. В производственной практике при сборке подшипников полирование давлением часто осуществляют при помощи гладилок (фиг. 22) или ручных полировальников, которыми заглаживают и несколько уплотняют рабочую поверхность; однако этот способ требует большой осторожности и высокой квалификации рабочих.