Главная » 2014»Декабрь»7 » Требования, предъявляемые к прессовым соединениям.
14:36
Требования, предъявляемые к прессовым соединениям.
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ПРЕССОВЫМ СОЕДИНЕНИЯМ
Соединения деталей, осуществляемые запрессовкой, имеют весьма широкое распространение. К числу наиболее известных запрессовываемых деталей относятся стальные и бронзовые втулки, подшипники валов, муфты, пальцы, оси, штифты и др. При сборке прессовых соединений посадка деталей всегда производится с натягом.
Прессовые соединения после сборки считаются годными, если они удовлетворяют двум основным требованиям: 1) при наименьшем действительном натяге взаимоположение деталей и, если необходимо, плотность их соединения не должны нарушаться; 2) материал деталей должен выдерживать напряжение, создаваемое наибольшим действительным натягом.
Действительным натягом,в отличие от измеренного, называется натяг, образующийся после смятия гребешков (неровностей) на обработанных поверхностях деталей при запрессовке. Действительный натяг всегда меньше измеренного на величину деформации (смятия) гребешков и может быть отождествлен с измеренным, если допустить, что сопрягаемые поверхности до запрессовки имеют идеально гладкую поверхность. В таблицах ОСТ для прессовых посадок приведены допускаемые отклонения от номинальных размеров сопрягаемых деталей для измеренных натягов, вычисленных в результате измерения диаметров вала и отверстия по вершинам гребешков на поверхностях деталей до их запрессовки (фиг. 23). Измеренный натяг составляет
Чем меньше диаметр и грубее обработка, тем меньше при прочих равных условиях прочность прессового соединения. При расчетах влияние неровностей учитывается снижением стандартного натяга посадки на условную величину К, характеризующую сглаживание неровностей при запрессовке. Если через Нск обозначить среднюю квадратическую высоту неровностей, то при сглаживании гребешков после запрессовки до зеркальной гладкости поверхности коэффициент заполнения выразится формулой
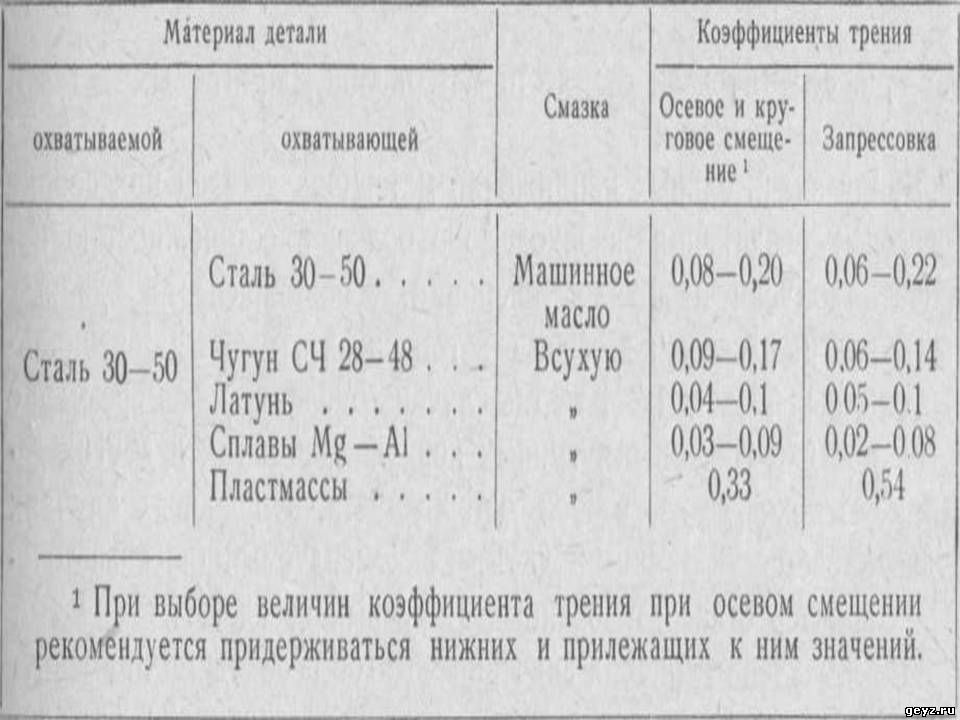
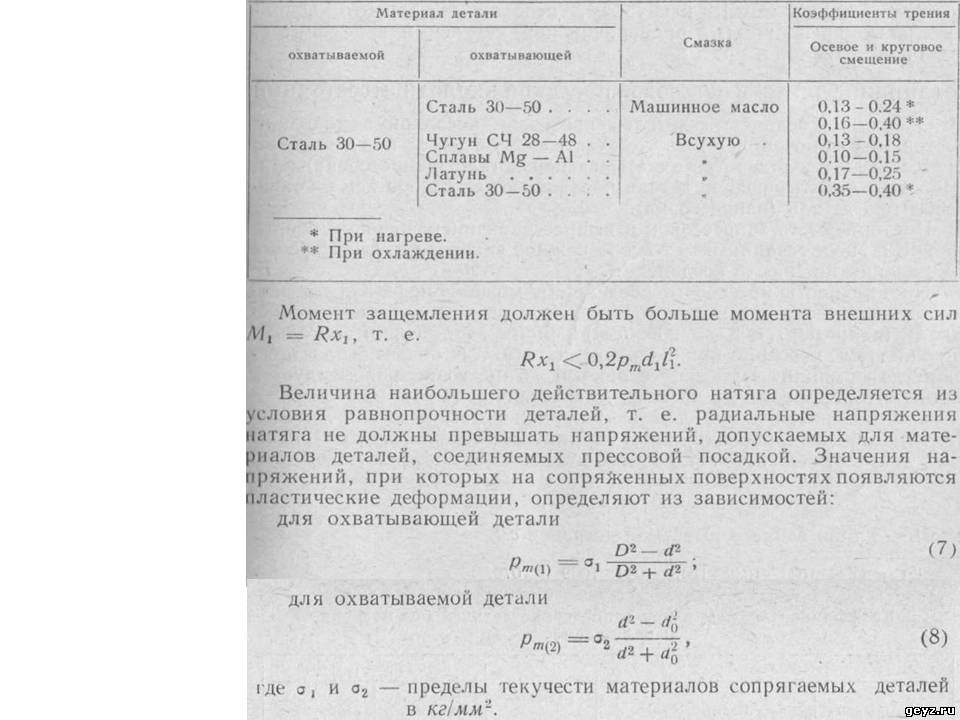
Коэффициенты трения при запрессовке деталей без нагрева и охлаждения
Таблица 7 Коэффициенты трения при запрессовке деталей с нагревом или охлаждением
Ввиду значительных напряжений материала деталей при сборке прессовых соединений необходимо с большой осторожностью назначать допуски и порядок операций, основываясь на данных опыта или на расчете, а в особо ответственных случаях на специальных опытных проверках. Известны случаи появления из-за чрезмерно тугой посадки трещин в чугунных корпусах, рычагах и других деталях. Необходимость особой осторожности в подобных случаях подчеркивается указаниями ОСТ па рекомендуемый (не обязательный) характер стандартизованных прессовых посадок. Для получения средних значений натягов необходимо применять групповой метод подбора деталей. Подбор и сортировка деталей делают посадку более однородной, снижают наибольший натяг и повышают наименьший, в результате чего уменьшаются напряжения и повышается долговечность детали. В отдельных узлах, где силы сцепления поверхностей запрессованных деталей не могут противостоять передаваемым нагрузкам, необходимо вводить дополнительные крепления от проворачивания деталей в виде винтов, стопоров, штифтов и rip.